

Services for the
Plastic Container
Industry
Plastic Container
Industry
Latest News
Follow this link to read about relevant industry developments
Services
 The experts at Apex Container Tech Inc. are here to assist you in your current business or with starting a new one
The experts at Apex Container Tech Inc. are here to assist you in your current business or with starting a new one
Follow this link to read about relevant industry developments
Services
The experts at Apex Container Tech Inc. are here to assist you in your current business or with starting a new one
GET READY FOR SUMMER NOW!
I have talked in previous tips of the month about cooling parameters. I have come across a solution to a problem that most molders face in the summer months with high humidity. In centralized chiller systems we have to raise the temperature to suit the mold that sweats the most. The unit discussed here offers productivity improvement in both summer and winter and allows individual dewpoint control on each machine. You can use a centralized chiller system in your plant and increase the water temperature in the summer to just the point that your lines are not sweating. Having a unit like the one described below allows to fine-tune each machine to just the maximum temperature to prevent mold sweating. The boosted pressure will reduce cycle time. I found a 5% to 10% reduction could be expected boosting the pressure from 60 psi to 90 psi.
HOW DOES IT WORK?
A 3-hp pump boosts the water line pressure to about 90 psi, which is optimal. As long as the water temperature is above the setpoint, the control valve stays open and water flows from the chiller through the pump, to the mold, and back to the chiller. Once the water temperature drops below setpoint, the control valve closes and the water from the mold is forced to flow over the check valve back to the mold. A PID loop temperature controller assuring stable temperature governs the control valve. The low-pressure valve shuts the unit off in case the chiller fails. The pressure relief valve protects the pump from deadheading. I would suggest to have the on/off switch for the unit brought to the front of the machine. There it could be a push button or tied in to the automatic cycle.
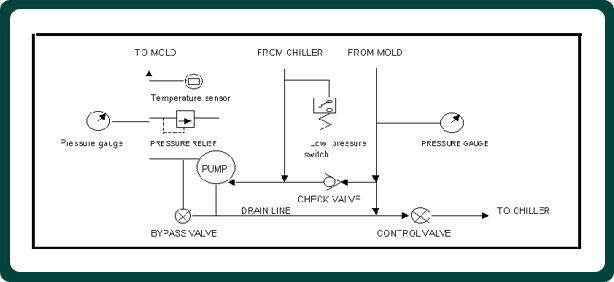
The above diagram is the brainchild of Paul Sproule at Spaltech International. He is manufacturing these units. His phone number is:905-542-7444, fax:905-542-7445.
HOW DOES IT WORK?
A 3-hp pump boosts the water line pressure to about 90 psi, which is optimal. As long as the water temperature is above the setpoint, the control valve stays open and water flows from the chiller through the pump, to the mold, and back to the chiller. Once the water temperature drops below setpoint, the control valve closes and the water from the mold is forced to flow over the check valve back to the mold. A PID loop temperature controller assuring stable temperature governs the control valve. The low-pressure valve shuts the unit off in case the chiller fails. The pressure relief valve protects the pump from deadheading. I would suggest to have the on/off switch for the unit brought to the front of the machine. There it could be a push button or tied in to the automatic cycle.
The above diagram is the brainchild of Paul Sproule at Spaltech International. He is manufacturing these units. His phone number is:905-542-7444, fax:905-542-7445.

Blow Molding Package Development
Comprehensive services to develop your package in any blow molding technology
Blow Molding: Reheat
Stretch blow molding is one of the areas our expertise covers. Examine our offerings
Blow Molding: Extrusion
Our expert advice in this area has helped many companies improve their bottom line
Blow Molding: Injection Stretch
Injection stretch blow molding is a complicated process that often requires our expert advice





