

Services for the
Plastic Container
Industry
Plastic Container
Industry
Latest News
Follow this link to read about relevant industry developments
Services
 The experts at Apex Container Tech Inc. are here to assist you in your current business or with starting a new one
The experts at Apex Container Tech Inc. are here to assist you in your current business or with starting a new one
Follow this link to read about relevant industry developments
Services
The experts at Apex Container Tech Inc. are here to assist you in your current business or with starting a new one
Drying of PET
PET is a hygroscopic material and loses many of the desirable properties if the water content is above 50 ppm. High temperature dryers are needed to draw moisture out of the PET. These dryers need to be maintained very well because as much as 50% of all processing problems can be attributed to malfunctioning dryers.
A dryer works by moving hot air through a bed of desiccant beads. These beads absorb moisture out of the air and the dry air then absorbs moisture when moving through the PET in the dryer. After a set time or when the dewpoint of the air reaches a setpoint, the dryer switches from one desiccant bed to another. Some dryers have two, others have up to five desiccant beds. The bed that was drying until now is then heated with very hot air, in the 500 F area. This hot air makes the desiccant give up the moisture they absorbed before. The desiccant is then cooled or let to cool at ambient temperature.
To get PET to the moisture content below 50 ppm several temperature and drying times combinations can be used. 12 hours @ 325 F might work as well as 6 hours @ 340 F. The one to choose will depend on the job you are running and the hopper size you are using. Let's go through an example:
 In our example, if the throat temperature is 305 F when drying @ 310 F and you need a low AA level, consider making the fill level on the hopper adjustable. You could cut out a long hole and cover it with Plexiglas. A sensor could be made adjustable in height and the on and off timing of the hopper loader could come from this sensor. You could then lower the sensor and run at the higher temperature because your resin stays less time in the hopper. If you are not sure how long the resin is actually in the hopper, add a few color pellets to the resin and time its arrival in the preforms or bottles you are making.To make things more complicated, study the graph below. It shows that the residence time is highly dependent on the position of the color pellets with respect to the diameter of the hopper.
In our example, if the throat temperature is 305 F when drying @ 310 F and you need a low AA level, consider making the fill level on the hopper adjustable. You could cut out a long hole and cover it with Plexiglas. A sensor could be made adjustable in height and the on and off timing of the hopper loader could come from this sensor. You could then lower the sensor and run at the higher temperature because your resin stays less time in the hopper. If you are not sure how long the resin is actually in the hopper, add a few color pellets to the resin and time its arrival in the preforms or bottles you are making.To make things more complicated, study the graph below. It shows that the residence time is highly dependent on the position of the color pellets with respect to the diameter of the hopper.
A dryer works by moving hot air through a bed of desiccant beads. These beads absorb moisture out of the air and the dry air then absorbs moisture when moving through the PET in the dryer. After a set time or when the dewpoint of the air reaches a setpoint, the dryer switches from one desiccant bed to another. Some dryers have two, others have up to five desiccant beds. The bed that was drying until now is then heated with very hot air, in the 500 F area. This hot air makes the desiccant give up the moisture they absorbed before. The desiccant is then cooled or let to cool at ambient temperature.
To get PET to the moisture content below 50 ppm several temperature and drying times combinations can be used. 12 hours @ 325 F might work as well as 6 hours @ 340 F. The one to choose will depend on the job you are running and the hopper size you are using. Let's go through an example:
In our example, if the throat temperature is 305 F when drying @ 310 F and you need a low AA level, consider making the fill level on the hopper adjustable. You could cut out a long hole and cover it with Plexiglas. A sensor could be made adjustable in height and the on and off timing of the hopper loader could come from this sensor. You could then lower the sensor and run at the higher temperature because your resin stays less time in the hopper. If you are not sure how long the resin is actually in the hopper, add a few color pellets to the resin and time its arrival in the preforms or bottles you are making.To make things more complicated, study the graph below. It shows that the residence time is highly dependent on the position of the color pellets with respect to the diameter of the hopper.
Drying of PET
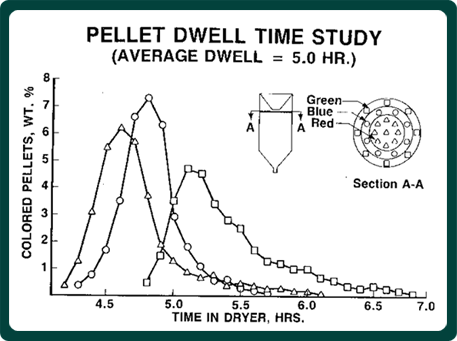 Even though all dryer hoppers have cones in the center, the resin in the center still moves quicker through than the resin that lands close to the hopper wall. So you will have to make a compromise for your temperature/time setting. If your plant has the lab to do so, check the AA content with various settings.
Even though all dryer hoppers have cones in the center, the resin in the center still moves quicker through than the resin that lands close to the hopper wall. So you will have to make a compromise for your temperature/time setting. If your plant has the lab to do so, check the AA content with various settings.Material can be over-dried and under-dried. The latter is more common than the former and can have a variety of reasons. It is often not easy to determine the dryer as the source of the problem. That is because hazy preforms for example could be the result of a non- performing dryer or poor processing in the injection machine. Most of the time, the processing personnel will try their bag of tricks and eventually call maintenance to check out the dryer.
A minimum dewpoint of -40 F
Dewpoint switch-over instead of time based switch-over of desiccant beds. It is more economical to switch over only when the dewpoint goes above -40 F and it extends the life of the desiccant.
A visible and audible alarm on the dryer with clear error messages that everyone can understand.
A thorough training program for personnel of all shifts to interpret these error messages and take proper action.
Consider gas-fired dryers. They are more economical.
Several companies now offer features that detect the dryness of the PET. I have no experience with these dryers and dread the added complications. If anyone can give me some feedback, I would appreciate an email.

Blow Molding Package Development
Comprehensive services to develop your package in any blow molding technology
Blow Molding: Reheat
Stretch blow molding is one of the areas our expertise covers. Examine our offerings
Blow Molding: Extrusion
Our expert advice in this area has helped many companies improve their bottom line
Blow Molding: Injection Stretch
Injection stretch blow molding is a complicated process that often requires our expert advice





